Table of Contents
- Introduction: Redefining Performance at the Fiber Level
- The Fundamental Physics: Water-Repellency vs. Water-Proofing
- Core Mechanism I: Chemical Modification and Surface Energy
- Core Mechanism II: Micro-Porous Membranes and Physical Barriers
- Manufacturing Pathways: From Spinning Additives to Post-Treatment
- Beyond Water: Enhancing Yarn with Multi-Functional Properties
- Performance Metrics and Testing Standards for Industrial Buyers
- Cost Considerations and Application-Specific Selection Guide
- The Future: Smart Yarns and Sustainable Innovations
- Frequently Asked Questions (FAQ)
Article
1. Introduction: Redefining Performance at the Fiber Level
For procurement professionals in apparel, textiles, and manufacturing, functional performance is no longer a niche luxury but a core market expectation. Waterproofing, in particular, has evolved from a bulky, How Does Waterproof Yarn Work? impermeable coating to a sophisticated science integrated at the yarn level. This offers unparalleled design freedom and durability compared to traditional fabric laminates or topical finishes. Understanding how waterproof yarn works is essential for making informed sourcing decisions, specifying the correct performance grade, and ultimately delivering products that meet stringent consumer and regulatory demands. This guide delves beyond surface-level claims to explain the scientific principles, manufacturing processes, and commercial considerations behind waterproof yarn technology.
2. The Fundamental Physics: Water-Repellency vs. Water-Proofing
A critical first step is distinguishing between water-resistant and waterproof, a distinction rooted in physics.
- Water-Repellency (Hydrophobicity): This is a surface property where a yarn or fabric causes water to bead up and roll off. It’s governed by surface tension and the contact angle. A high contact angle (>90°) indicates strong repellency. This is ideal for light rain or spills but will fail under sustained pressure.
- Waterproofing (Impermeability): This denotes a barrier that prevents liquid water penetration even under hydrostatic pressure, such as in a downpour. This is typically achieved by creating a continuous physical barrier or an extremely dense structure.
The holy grail is combining this with moisture vapor permeability (breathability), allowing sweat vapor to escape while blocking external liquid water.
3. Core Mechanism I: Chemical Modification and Surface Energy
The most common method for creating water-repellent yarn is to lower its surface energy below that of water (72.6 mN/m). This is achieved through chemical agents.
- How it Works: Fluoropolymers (e.g., PFAS-based) and silicones are applied. Their molecular structures feature low-energy functional groups (like fluorine or silicone chains) that orient outward, creating a “shield”.
- The Role of Contact Angle: A successful treatment dramatically increases the water contact angle. While natural fibers like cotton have low contact angles, treated surfaces can achieve angles well over 90°, and advanced biomimetic treatments inspired by lotus leaves can exceed 150°.
4. Core Mechanism II: Micro-Porous Membranes and Physical Barriers
For true waterproofing, creating a physical barrier is key. The science exploits the vast size difference between a water molecule (~0.0004 µm) and a liquid water droplet (~100 µm).
- Micro-Porous Membranes: A membrane with pores sized between these two extremes (e.g., 0.2-20 µm) blocks liquid water but allows vapor molecules to pass. Expanded Polytetrafluoroethylene (ePTFE, as in Gore-Tex) is the classic example. Modern innovations include thin, durable thermoplastic polyester (TPEE) elastic films with no physical pores, which work via molecular diffusion.
- Ultra-Dense Fabric Construction: Using micro-denier filaments (like 0.5-1.0 denier polyester), yarns can be woven or knitted into fabrics so dense that the interstitial spaces are smaller than water droplets. This provides waterproofness directly from the textile structure.
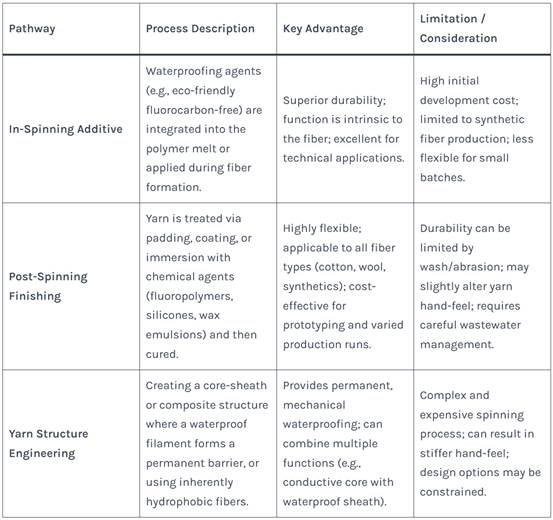
5. Manufacturing Pathways: From Spinning Additives to Post-Treatment
Waterproof functionality can be engineered at multiple stages. The choice significantly impacts performance, cost, and environmental footprint.
Table: Comparison of Waterproof Yarn Manufacturing Pathways
6. Beyond Water: Enhancing Yarn with Multi-Functional Properties
Modern demand drives convergence of functionalities. Advanced waterproof yarns often integrate:
- Moisture Management: Engineering a wettability gradient within the yarn structure can actively pump liquid moisture (sweat) from the inside to the outside, a principle used in high-performance sportswear.
- Anti-Microbial & Anti-Static: Incorporating silver ions or conductive fibers (like carbon or metal filaments) during spinning adds permanent anti-odor and static-dissipation properties.
- UV Protection & Thermal Regulation: Pigments or ceramics added to the polymer can block UV rays, while phase-change materials can provide thermal buffering.
7. Performance Metrics and Testing Standards for Industrial Buyers
When evaluating waterproof yarn, rely on quantifiable, standardized tests:
- Water Resistance:
- Spray Test (ISO 4920/AATCC 22): Measures surface wetting, rated from 0 (complete wetting) to 100 (no wetting).
- Hydrostatic Pressure Test (ISO 811/AATCC 127): Measures the water column height (in mm) the fabric can withstand before leakage. A rating of 10,000mm is suitable for heavy rain; 20,000mm+ for extreme conditions.
- Breathability:
- Moisture Vapor Transmission Rate (MVTR): Measures grams of vapor passed per square meter in 24 hours (g/m²/24h). A rate above 10,000 is considered good for active use.
- Durability: Tests include accelerated washing (e.g., AATCC 135) and martindale abrasion to ensure performance longevity.
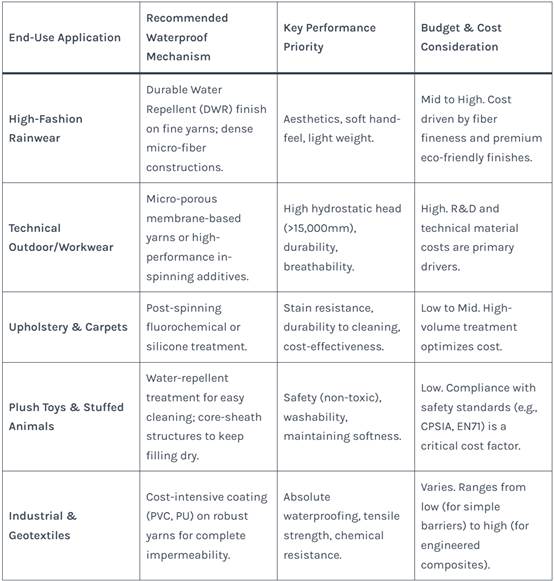
8. Cost Considerations and Application-Specific Selection Guide
Table: Application-Based Waterproof Yarn Selection and Cost Drivers
9. The Future: Smart Yarns and Sustainable Innovations
The frontier lies in responsive and eco-conscious technologies:
- Biomimetic & Fluorine-Free Chemistry: Inspired by the lotus effect, researchers are creating nano-scale surface structures on yarns to achieve super-hydrophobicity without persistent chemicals.
- Stimuli-Responsive Yarns: Developing yarns that change their water permeability in response to temperature or humidity, optimizing comfort dynamically.
- Circular Economy Focus: The industry is shifting toward recyclable waterproof systems, such as mono-material thermoplastic polyester (TPEE) membranes that can be recycled with their outer fabric, and bio-based durable water repellents.
10. Frequently Asked Questions (FAQ)
- Is there a difference between “waterproof” and “water-repellent” yarn?
Yes. Water-repellent yarn has been treated to resist water absorption and cause beading, but may wet out under pressure. Waterproof yarn provides a near-absolute barrier against water penetration, verified by a high hydrostatic pressure test rating. - Can natural fiber yarns (like cotton) be made truly waterproof?
They can be made highly water-resistant with treatments, but achieving durable, breathable waterproofing akin to synthetic membranes is very challenging. Treatments on cotton often block pores, reducing breathability. For high-performance waterproofing, synthetic or blended yarns are more effective. - How durable is the waterproofing? Does it wash out?
Durability varies. Post-spinning finishes can degrade over 20-50 washes. In-spinning additives and membrane-based structures offer the longest lifespan, often lasting the life of the product. Always check the manufacturer’s test data for wash durability claims. - What is the environmental impact of waterproofing chemicals?
Traditional long-chain fluorocarbons (C8) are persistent and bio-accumulative. The industry is rapidly shifting to shorter-chain (C6) or fluorine-free alternatives, which have a reduced environmental footprint. Request detailed safety data sheets (SDS) from suppliers. - For a product that needs to be both waterproof and breathable, what specification should I prioritize?
Look for a balanced specification. For example, a yarn/fabric with a hydrostatic pressure rating >10,000mm and an MVTR >15,000 g/m²/24h. The intended activity level (e.g., skiing vs. casual wear) will determine the ideal balance. - What is the typical minimum order quantity for custom waterproof yarn development?
MOQs vary widely. For post-spinning treatment of existing yarns, MOQs can be as low as 500kg. For developing new in-spinning additive yarns, MOQs from the polymer stage typically start at 5-10 tons. - How can I verify a supplier’s performance claims?
Always insist on third-party, standardized test reports (from labs like SGS, Bureau Veritas) for key metrics like hydrostatic pressure and MVTR. Prototype and conduct your own validation tests before bulk ordering.